





深入了解直缝管工业焊管厂家直销省心省钱产品,一部视频就够了,快来观看!
以下是:直缝管工业焊管厂家直销省心省钱的图文介绍
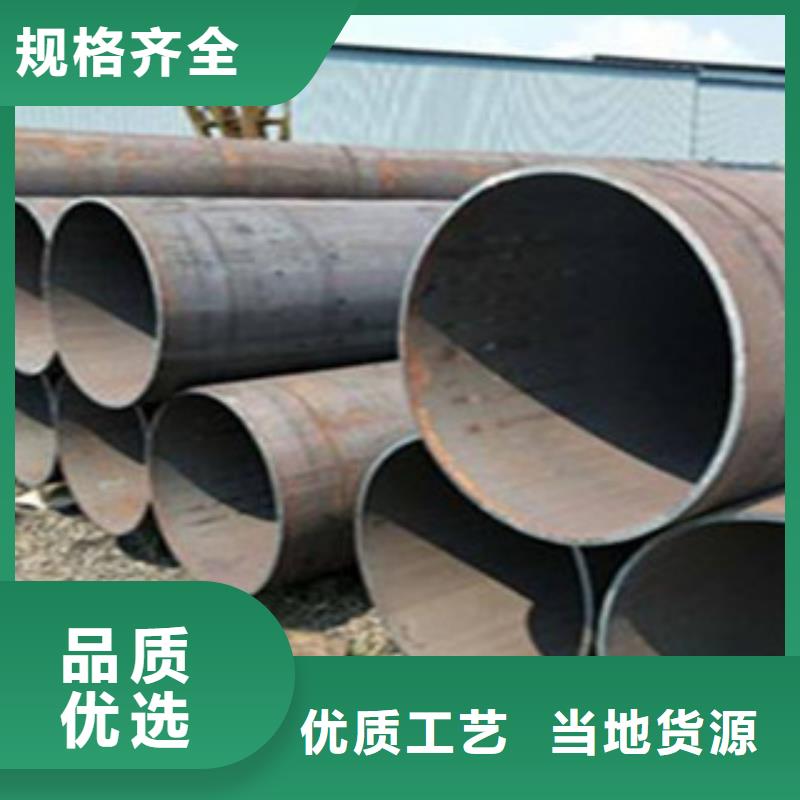
本公司坐落于风化店乡后枣园工业区,钢兴钢管 有限公司是一家生产 内蒙古阿拉善TPEP防腐钢管的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。



螺旋管自身并不会变热,但是实验样本会显著发烧。在加热温度超过电弧熔化机时,无线电频率感应器将提供更多的控制,使科学家可以调整合金具体的成分比例。螺旋钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊螺旋钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等。JCOE直缝埋弧焊管成型方式科学、经济,生产工艺:基本克服了螺旋缝焊管技术的不足,焊缝质量容易保证、残余应力小。因此,JCOE直缝埋弧焊管是近几年制管业发展的一个趋势。一根焊管经探伤、下料后,各控制继电器已相继断开,一个探伤循环结束,系统自动复位,准备下一根焊管的检测。



大直缝焊管生产线的布局应考虑管道建设的分布、将来的发展规划。从目前看,较大规模的管道建设主要集中在我国的西部和北部地区同时还应考虑大直缝焊管所用原料钢板的运输问题,以便解决好超长超宽钢板的运输问题。因此,大直缝焊管生产线的布局有两种方案:一种是大直缝焊管生产线的厂址尽可能靠近管道建设区域,有利于向建设中的管道现场运输钢管,因为铁路运输钢管的空载率很高,运输费用惊人,减少从钢管厂到管道现场的运输费是降低工程成本的重要因素。另一种是大直缝焊管生产线的厂址靠近钢板生产基地或港口,这样可以解决超长超宽钢板的运输问题,便于钢管的运输。我国大直缝焊管生产线的建设刚刚起步,应该合理规划和布局,做到产业布局基本合理,这对我国大直缝焊管技术发展和管道工业建设都有重要意义。



埋弧焊直缝钢管机械扩径的工作原理
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。
埋弧焊直缝钢管扩径有机械扩径和水压扩径两种方式。
机械扩径设备投资小,占地面积少,更换模具方便,维修简单,尤其是可进行非标直径钢管的扩径,被管线管标准确定为 的冷扩径方法。
扩径头是机械扩径机的关键部件。扩径头是由多个扇形块组成的芯棒安装在楔形体上,而楔形体固定在液压缸的活塞杆上。当液压缸活塞和楔形体向右移动时,由于构成芯棒表面的扇形块向外扩展,使芯棒圆周增大。楔形体的力借助斜块通过扇形块作用在钢管上,从而使与芯棒接触的一段钢管得到扩径。当活塞和楔形体向左移动时,钢管与芯棒脱离开,以便再次送进,进行下一段钢管的扩径。机械式扩径首先是将直焊缝对准扩径头模具上的槽,然后将钢管分步送入扩径头,分段(步段长度一般为0.6~1.0m)扩径,直至完成全管体的扩径。


